



- マシナリーお役立ちNAVI
- 工作機械を学ぶ
構成刃先の基礎知識と
発生メカニズム|
現場ですぐ実践できる対策まで
徹底解説
公開日:2026.05.20
切削加工を行っている際、仕上げ面が白濁したり、寸法精度がどうしても安定しなかったりといった課題に直面したことはないでしょうか。こうしたトラブルの原因としてよく知られているのが「構成刃先」という現象です。
構成刃先を放置すると、製品不良を招くのみならず、工具の早期摩耗や破損といった深刻なダメージにつながりかねません。とはいえ、発生の仕組みを正しく把握し条件を最適化すれば、このトラブルは防ぐことができます。
本記事では、構成刃先の概要や発生の仕組み、引き起こされるトラブルから、現場ですぐに試せる実践的な対策手法まで解説します。

構成刃先とはどのような
現象か
構成刃先とは、加工時に発生した金属の切りくずが工具の先端や「すくい面」に強固に付着し、新しい刃先の一部になったかのように振る舞う現象を指します。
本来の刃先の上に、加工硬化した切りくずの塊が覆いかぶさり、それが実際の切削を行ってしまうのです。この「仮の刃先」は非常に不安定で脆い存在です。
※対策を急ぐ方は、「現場ですぐ試せる防止策」からご覧ください。
構成刃先かどうかの判断ポイント
現場で起きているトラブルの原因が「構成刃先」であるかどうかは、以下のポイントで判断します。
- 加工面の状態:表面の粗さやむしれ、ザラついていたりする箇所がないか。
- 寸法精度の低下:切り込みが不安定になり、寸法が合わなくなっていないか。
- 刃先の状態:刃先が丸くなる、大きくなるなどの状態の変化はないか。
構成刃先が発生する
代表的な加工分野
構成刃先は、すべての金属加工で一様に起こる現象ではありません。主に延性のある材料を加工する際に発生しやすい傾向があります。
発生しやすい材料と、比較的発生しにくい材料の特徴を整理すると以下のようになります。
| 分類 | 発生しやすい | 発生しにくい |
|---|---|---|
| 主な 材料例 |
|
|
| 特徴と 発生理由 |
延性が高く、粘性の高いりやすい素材は、切削しても切りくずが分断されにくく、工具表面へにへばりつきやすい | 硬くて脆い、あるいは切りくずが粉状になる性質を持つ材料は、切りくずが工具にまとわりつかずに排出されるため、物理的に構成刃先が成長しにくい |
延性の高い材料は粘り気が強く、工具への凝着が起こりやすいため、特に注意が必要です。対照的に、硬くて脆い素材や、切りくずが粉々になる素材の場合、切りくずは工具に滞留せずスムーズに排出されるため、構成刃先はほとんど発生しません。
構成刃先と他の刃先損傷との違い
刃先損傷は、刃物の摩耗や熱亀裂、チッピングなど、刃物自体が物理的に破壊される状態です。
対して構成刃先は、切りくずが溶着することで「仮の刃先」が形成され、それが大きくなっては剥がれるという挙動を繰り返します。この剥離の衝撃で、工具が欠ける(チッピング)ケースも少なくありません。
発生から脱落までの
メカニズム
一度削り取ったはずの金属が、なぜ再び工具にくっついてしまうのでしょうか。このトラブルを防ぐには、発生から成長、そして脱落に至る一連のサイクルを把握しておく必要があります。
構成刃先発生の基本的な流れ
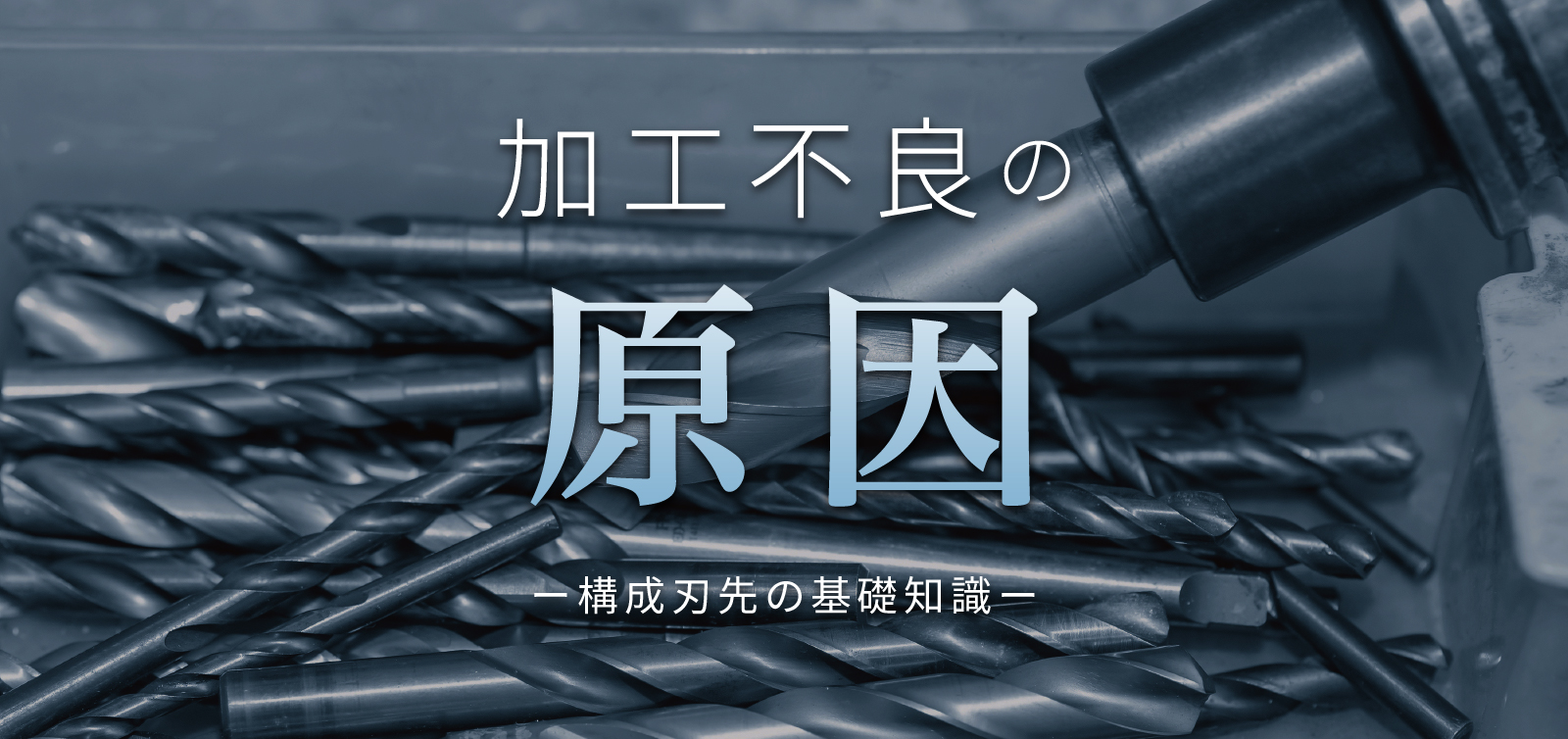
構成刃先の発生サイクルは、以下の4段階で進行します。
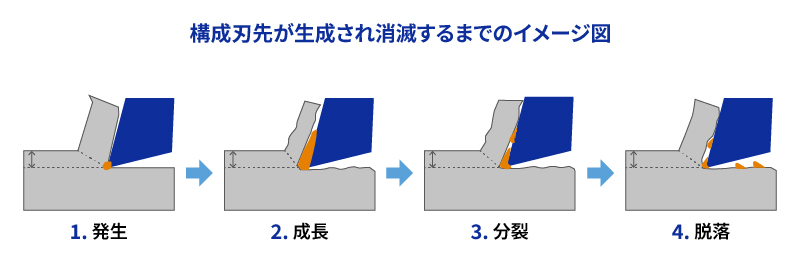
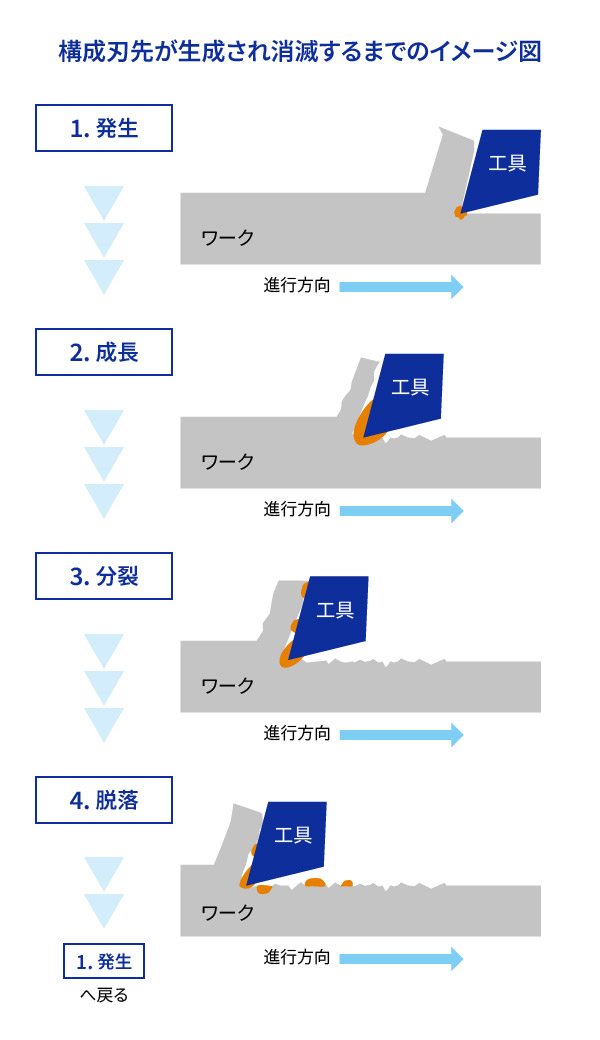
| 発生 | 切削時の高温・高圧により、ワークと工具の接触面で摩擦抵抗が高まり、切りくずのごく細かい粒子が、刃先へと焼き付きます。 |
|---|---|
| 成長 | 凝着した粒子を核として、次々と流れてくる切りくずが層のように積み重なっていきます。この堆積物は強烈な加工圧力を受けて加工硬化し、元の材料の2倍から3倍の硬さになります。 |
| 分裂 | 刃先の凝着が剥がれ始めます。 |
| 脱落 | ある程度の大きさまで成長すると、切削抵抗に耐えきれずに崩壊・脱落します。 |
発生から脱落までのサイクルは、0.1秒間という極めて短い周期で繰り返されることもあります。
材料特性による影響
前述と同様に、軟鋼やアルミなど「延性が高く加工硬化しやすい」材料ほど発生しやすくなります。粘り強い材料は切削時に切りくずが滑らかに流れず、工具表面にまとわりついた後に高温・高圧下で溶着し、さらにひずみにより加工硬化する性質があるためです。
加工条件による影響
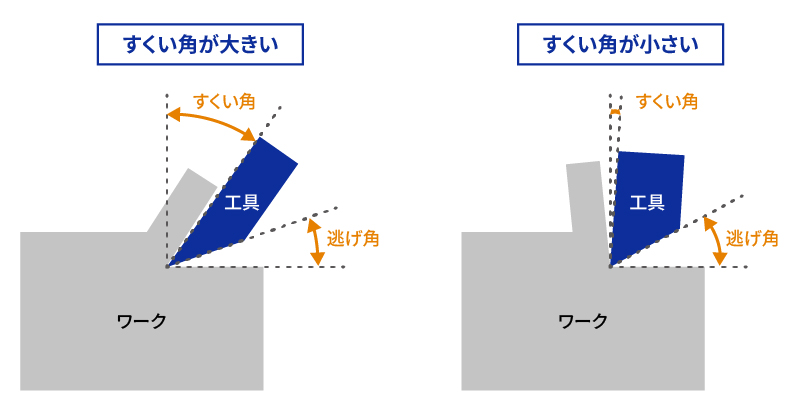
切削速度が遅く温度が上がりきらない領域や、潤滑不足、すくい角が小さい(切れ味が悪い)条件では発生リスクが高まります。
逆に、切削速度を上げて刃先温度を再結晶温度(加工硬化した金属が加熱により新しい結晶に生まれ変わる温度)以上に高めると、構成刃先は消失する傾向があります。
加工品質と工具への悪影響
構成刃先が付着した状態で加工を続けると、以下のような兆候が現れます。これらはトラブルのサインです。
精度不良と寸法のバラつき
付着物が形成されると、実質的な刃先の形が変わってしまうため、すくい角などが安定しません。結果として、切り込み量や切削角度が不規則になり、仕上がり寸法のバラつきや公差外れといった精度不良を招きます。
さらに、寸法不安定の結果、製品の機能や組み立て精度にも悪影響が出る可能性があります。
工具寿命の短縮
構成刃先は、刃先にこびりついた切りくずの塊です。これが「付着しては剥がれる」動作を繰り返すことで、工具には断続的な衝撃が加わります。このサイクルが刃先の摩耗を早めたり、突発的な欠け(チッピング)を誘発したりするため、工具の寿命を大幅に縮めてしまいます。
外観品質の低下(仕上げ面の悪化)
構成刃先があると、切削面に異常な凹凸や小さな傷、むしれができやすく表面粗さが悪化します。このため製品の仕上げ面が不均一になり、追加の研磨や仕上げ処理が必要となることがあります。
いびつな構成刃先の形状がそのままワーク表面に転写されてしまい、外観品質を著しく損ないます。
コスト増と生産性の低下
構成刃先の形成と剥離を繰り返すことで、工具の摩耗やダメージが増えるため、工具交換頻度が高まり作業の中断やコスト増加につながります。
加えて、加工品質の不安定さから不良品率が上昇し、手直しや再加工のコストも増加します。結果的に生産効率が低下し、全体的なコストアップの要因となります。
現場ですぐ試せる防止策
構成刃先によるトラブルを防ぐためには、発生原因を特定し、適切な対策を講じることが求められます。ここでは、切削条件、工具選定、クーラント(切削油)の観点から具体的な対策を紹介します。
主な発生原因の特定
構成刃先が発生する主な原因は「工具とワークの親和性が高いこと」と「摩擦抵抗が大きい切削条件」に集約されます。特に以下の条件が重なると発生リスクが高まります。
- 切削速度が低すぎる
- 工具のすくい角が小さい
- クーラントの潤滑性が不足している
- 工具材質とワークの相性が悪い
発生を抑制するための対策
すぐに検討できる対策として、以下の4つが有効です。
1.切削速度を上げる
切削速度を上げる(高速切削を行う)と、切削温度が上昇します。温度が上がるとワークが熱によって軟化し、可塑性が増すため、工具への凝着力が弱まります。また、切りくずの流れもスムーズになり、構成刃先が成長する前に排出されるようになります。
ただし、速度を上げすぎると逃げ面摩耗(熱摩耗)が進行しやすくなるため、工具寿命とのバランスを見極める必要があります。
2.すくい角を大きくする
すくい角(レーキ角)が大きい工具を選定します。すくい角を大きくすることで、切りくずの排出性が良くなり、切削抵抗が減少します。
また、鋭利な刃先はワークをきれいにせん断するため、切りくずが滞留しにくくなり、切削抵抗そのものを下げる効果もあります。
3.潤滑性の高いクーラントを使用する
構成刃先対策では、潤滑性の高い不水溶性のクーラント剤が有効です。
工具とワークの間の摩擦を減らすことで、凝着を防ぎます。水溶性クーラントを使用している場合は、濃度管理を徹底するか、より潤滑性の高い油剤の変更を検討します。
4.工具のコーティングや材質を見直す
ワークとの親和性が低いコーティング工具を選ぶことも重要です。例えばサーメット工具は鋼との親和性が低く、仕上げ加工において美しい光沢面を得やすいため、構成刃先対策としてよく利用されます。
まとめ:安定加工への
アプローチ
構成刃先は製品品質や工具寿命に大きく関わりますが、その仕組みを理解していれば決して制御できない現象ではありません。
対策の基本は、切削速度を上げて熱による凝着を防ぐことや、すくい角の大きな工具を選定して切れ味を良くすることにあります。ワークとの親和性が低いコーティング工具やサーメットを活用したり、潤滑性の高いクーラントで摩擦を減らしたりする対策も効果的です。
加工面の乱れを感じた際は、まずは手軽な切削速度の見直しから試してみてください。適切なコントロールを行うことが、安定した生産とコスト削減への近道となります。
-
文:馬場絵美
1981年生まれ。2021年よりライター、Webディレクター。IT・行政・SDGs・動物関連など幅広いジャンルの記事を執筆。
-
編集:株式会社イージーゴー
WEBコンテンツ、紙媒体、動画等の企画制作を行う編集制作事務所です。ライターコミュニティ「ライター研究所」も運営しています。
https://eggo.jp/


![[新しいウィンドウ]](/-/media/cojp/product/machine/speedio-navi/img/articles/out-link.ashx)
- この記事をシェアする
-
-
-




























 資料
資料
ダウンロード
工作機械・マシニングセンタについてさらに詳しい資料をダウンロードいただけます。



 Facebook
Facebook X
X LINE
LINE