



- マシナリーお役立ちNAVI
- 工作機械を学ぶ
切粉による加工不良に悩む製造業必見!加工精度と生産性を高める切粉噛み込み対策
公開日:2024.10.22

製造業における切削加工では、切粉(切りくず)の発生は避けられません。
切粉は加工の副産物であり、適切に管理しないと加工品質や生産性に大きな影響を及ぼします。そのため、切粉の管理と対策の重要性を理解し、適切に取り組むことが大切です。
本記事では、切粉による加工トラブルの具体的な事例と、その対処法について解説します。

切粉とは?たかが切りくず、
されど切りくず
切削加工において、必ず発生するのが切粉(切りくず)です。切粉とは、切削加工によって材料から削り取られた細かい金属の削りかすを指します。
| 切粉の 種類 |
特徴 |
|---|---|
| 流れ形 |
|
| せん断形 |
|
| むしれ形 |
|
| 亀裂形 |
|
一見すると単なる廃棄物のようですが、切粉は加工品質や加工効率に大きな影響を与える重要な要素ともいえるでしょう。切粉の形状や排出の仕方によっては、加工面が粗くなったり、工具の寿命が短くなったりするトラブルが発生します。
また、切粉が工作機械に入り込むと、機械の故障や加工精度の低下を引き起こす可能性もあります。さらに、切粉は作業者の安全にも関わる問題にもなりかねません。
切削加工では切粉の発生は避けられませんが、切粉の性質を理解し、適切な対策を講じることが重要です。たかが切りくずと侮ることなく、切粉対策に取り組むことが安全で効率的な加工の実現につながります。
切粉による加工トラブル
切削加工では、切粉によってさまざまな加工トラブルが引き起こされます。ここでは、代表的な切粉トラブルとその影響について解説します。
切粉が工具に巻き付く
切粉が工具に絡みつくと、加工面が荒れたり、工具が欠けたりするトラブルに発展します。
特に、深穴加工や難削材加工では、切粉が排出されにくく、工具に切粉が巻き付くこともあります。切粉が工具に巻き付くと、工具の切れ味が低下し、加工面の粗さが悪化します。
また、切粉が工具に溶着すると、工具が欠けたり、チッピングしたりする恐れもあるでしょう。工具の損傷は、加工精度の低下にもつながり、生産性を大きく低下させます。
工具交換時に切粉が噛み込む
自動工具交換装置(ATC)を搭載した工作機械を使用する場合は、切粉がツールホルダーと主軸間に噛み込んでしまうこともあります。
切粉が噛み込むと、工具の振れが大きくなり、加工精度が大幅に低下します。特にボーリング加工などの精度が求められる穴加工では、わずかな工具の振れも許容されません。
切削条件や加工プログラムによって、切粉噛み込みが発生しやすくなることもあります。高速・高送りの荒加工では切粉が大量に発生し、工具交換の頻度が高いプログラムでは切粉噛み込みのリスク が増えてしまいます。
切粉が噛み込むことによる工具の振れは、加工不良や工具の早期損耗、さらには工具の破損にもつながってしまいます。
ワークに切粉が詰まる
切粉が加工物の隙間に詰まると、寸法精度が狂ったり、表面が傷ついたりするトラブルが発生します。
特に、箱型・おわん型形状のワークや穴加工では、切粉が排出されにくく、詰まりやすくなります。切粉が詰まると、工具の切れ味が悪化し、加工面の粗さに影響します。
さらに、切粉がワークと工具の間に入り込むと、寸法精度にも狂いが生じます。詰まった切粉を無理に除去しようとすると、加工物の表面に傷がつくことも考えられるので適切に対処しなくてはなりません。
作業者の労災リスクが高まる
切粉は鋭利で高温になることもあるため、作業者への労災リスクも無視できません。切削加工中に発生した切粉が飛散し、作業者の目や肌に当たると、大けがにつながる危険性があります。
また、加工機から切粉を除去する作業自体にも危険が伴います。手作業で切粉を取り除く際、切粉で手を切ったり、やけどをしたりする恐れがあるので注意しましょう。
なお、切粉は色(干渉色)によってどれくらいの高温に達したのかが判断できます。
【切削点温度ごとの切粉の色(鉄鋼材の場合)】
- 薄黄色:300度
- 褐色:350度
- 紫色:400度
- すみれ色:450度
- 濃青色:530度
- 淡青色:600度以上
切粉による労災を防ぐには、切粉の飛散を防止する安全カバーの設置や、適切な保護具の着用が不可欠です。また、切粉の除去作業は、安全に配慮した手順で行う必要があります。
切粉による加工トラブル対処法
切粉による加工トラブルを防ぐには、適切な対処法を実践することが重要です。ここでは、工具・ワーク周りの切粉対策と切粉の噛み込み対策、2つの観点から対処法をご紹介します。
切削環境を調整する
切粉トラブルを防ぐには、切削条件を適切に設定することが欠かせません。
【切粉排出に影響を与える切削条件一例】
- 切削速度
- 送り速度
- 切り込み量
- 工具の種類
(硬度やチップブレーカーの有無など) - クーラントの供給量
- 切削経路(切削パス)
これらの切削条件を最適化することで、切粉の形状をコントロールできます。
一般的に、細かい切粉のほうが排出されやすく、加工トラブルを起こしにくくなります。各工具メーカーは、工具の効果を最大限に引き出せるよう、被削材ごとに推奨される切削速度、送り速度、切り込み量などを提示しています。推奨条件をもとに切削条件を微調整して、最適な切粉コントロールをすることが大切です。
また、加工点にクーラント(切削油剤)を十分に供給することも重要です。クーラントは切粉を切削部から素早く排出し、工具の冷却と潤滑を行います。これにより、切粉の排出性が改善され、工具への切粉の付着や溶着を防げます。
なお、クーラントの適切な管理は、切削加工のパフォーマンス向上と機械保護に不可欠です。 クーラントの濃度や pH、浄化状態などを定期的にチェックし、加工品質の安定化や工作機械へのダメージ軽減を心がけましょう。
切粉噛み検出機能を使う
切粉がツールホルダーと主軸の間に噛み込むトラブルには、工作機械側の機能を活用した対策が有効です。
切粉噛み込みを自動で検知する切粉噛み検出機能を備えた工作機械であれば、トラブルを未然に防げるでしょう。生産開始の段階で切粉噛み込みを検知し、加工を停止することで、工具の損傷や加工不良の流出を防止できます。
切粉噛み検出機能を備えた工作機械は、まだ多くありませんが徐々に普及が進んでいます。特に、高精度加工や難削材加工では切粉噛み込みによるトラブルが発生しやすいため、切粉噛み検出機能を導入する意義は大きいといえるでしょう。

ブラザーのマシニングセンタ「SPEEDIO」では
予防保全のために切粉噛み検出機能が標準搭載!
ブラザー工業のマシニングセンタは加工不良を防ぐ機能を搭載
ブラザー工業のマシニングセンタ「CNC-D00」シリーズの一部モデル※では切粉噛み検出機能を標準搭載しています。
※切粉噛み検出機能 標準搭載モデル:S300Xd2、S500Xd2、S700Xd2、U500Xd2、M300Xd1、W1000Xd2
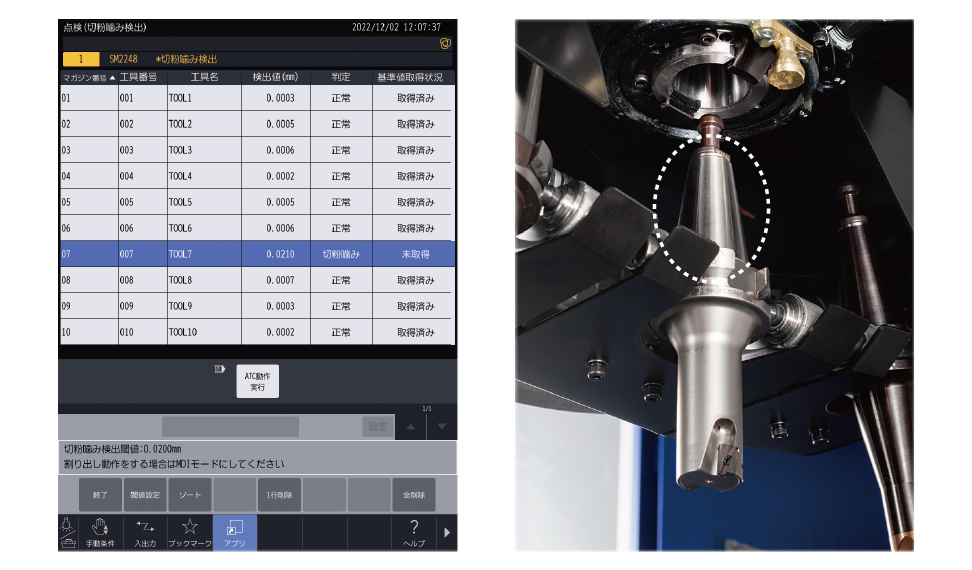
ブラザー工業の切粉噛み検出機能は、センサレスで工具交換時の負荷変動を監視できるのが特徴です。切粉がツールホルダーと主軸間に噛み込むと、負荷が通常時とは異なる動きを示します。CNC-D00シリーズでは、この負荷変動をソフトウェアで分析し、切粉噛み込みの有無を判断します。
切粉噛み込みが検知された場合、機械は自動で加工を停止。オペレーターは、切粉を取り除き、工具の状態を確認したうえで、加工を再開できます。早期の段階で切粉噛み込みを検知することで、工具の損傷や加工不良を防ぎ、高い加工品質維持につながるでしょう。
なお従来の方法として、工作機械に専用の機器センサーを取り付けて、切粉の噛み込みを検出することも可能です。ただ、その場合は別途取り付け工事などが必要になってきます。
その点、ブラザー工業の切粉噛み検出機能は追加工事なしで使用可能です。さらにそれ以外にも、加工負荷監視をはじめとした保守機能も備えています。生産現場で日々起こり得るトラブルを未然防止する機能を数多く搭載しており、モノづくりの現場の生産性向上を維持します。
加工調整サポートによる切削不良の防止、
リアルタイム監視など生産サポートで
加工不良・故障を防ぐ
切粉対策をして生産性アップを
図ろう
切削加工では、切粉対策が加工品質と生産性を高めるうえでとても重要です。切粉トラブルは、加工不良やサイクルタイムの増加、工具の早期損耗など、さまざまな問題を引き起こします。
効果的な切粉対策のためには、トラブルの原因を正しく理解し、切削条件の最適化や切粉噛み検出機能の活用など、適切な対処法を実践することが求められます。
生産性向上と品質向上の両立を目指し、切粉対策にしっかりと取り組んでいきましょう。
-
文:小林悠樹
1988年生まれ。一橋大学卒業後、食品メーカーへ入社。営業職を経験したのち、2017年にフリーライターへ転身。企業への取材記事、通信大手のオウンドメディアなどをはじめ、幅広いコンテンツを手がけています。
-
編集:株式会社イージーゴー
WEBコンテンツ、紙媒体、動画等の企画制作を行う編集制作事務所です。ライターコミュニティ「ライター研究所」も運営しています。
https://eggo.jp/


![[新しいウィンドウ]](/-/media/cojp/product/machine/speedio-navi/img/articles/out-link.ashx)
- この記事をシェアする
-
-
-
- 加工の実力を知りたい
- SPEEDIOの加工の実力を知る
















 資料
資料
ダウンロード
工作機械・マシニングセンタについてさらに詳しい資料をダウンロードいただけます。



 Facebook
Facebook X
X LINE
LINE