



- マシナリーお役立ちNAVI
- 工作機械を学ぶ
切削速度とは?
計算式と切削条件の求め方
公開日:2025.01.07

切削速度は金属加工の品質と効率を大きく左右する要素であるため、適切に管理することが大切です。速すぎたり遅すぎたりすると、切削不良や工具寿命などに悪影響が出てしまいます。
本記事では、切削速度の基本的な定義から、計算方法、求める際の注意点などを詳しく説明します。切削速度と勘違いされやすい、送り速度や送り量、切り込み量との違いも解説していきます。

切削速度とは?
定義と計算式を解説
切削条件はワークの材質や工具の特性などに合わせて設定され、適正な値にしないと加工精度や作業効率の低下、工具破損、刃物寿命の短縮などを招いてしまいます。
なかでも切削速度は、ワーク加工を正しく行うための重要な指標のひとつです。まずは、切削速度の定義や計算式などを確認していきましょう。
切削速度とは
切削速度とは、「1分間にワークを工具が削り取る速さ」を表し、「周速度」と呼ばれることもあります。
ワークの直径または刃径、主軸回転数という変数から計算され、切削速度は「1分間に刃(ワーク)が進んだ距離」とも言い換えられます。
切削速度の計算式と単位
切削速度の単位は「V」(速度を意味するvelocityが由来)が用いられ、以下の計算式で算出します。
【計算式】
切削速度:V(m/min)=D×n×π/1000
D:ワーク直径(旋削加工)または工具径(フライス加工)
n:1分あたりの回転数(min-1)
π:円周率
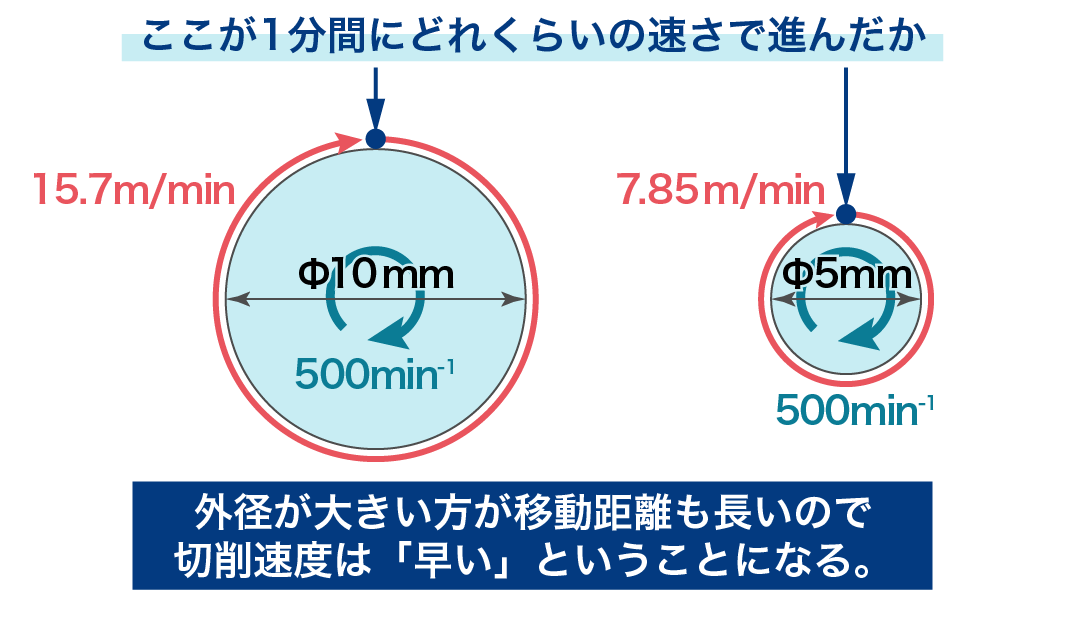
変数Dには、旋削加工においては「ワークの直径」、フライス加工では「工具径」が代入されます。例えば、フライス加工で「工具径10mmのエンドミルを使って回転数500min-1で切削した」場合の切削速度は以下のようになります。
V=10mm×500min-1×π/1000=15.7(m/min)
試しに、工具径5mmのエンドミルに変更してみましょう。この場合の切削速度は以下の通りになります。
V=5mm×500min-1×π/1000=7.85(m/min)
このように同じ回転数であっても、工具の外径が違うと切削速度にも変化が生じます。
なお、切削速度は「ワークの材質」「工具の材質」「面粗さ」によっておおよそ決まります。実際の加工現場ではワークの材質や求める面粗さはすでに決まっているケースが多いため、それを基準として工具選択と回転数の設定を行います。
切削速度の求め方や注意点
切削速度についての理解をもう少し深めていきましょう。ここでは、切削速度を求める際のポイントや注意点を説明します。
旋盤とフライス盤における切削速度の算出方法の違い
旋盤では、主軸に取り付けたワークが回転します。そのため旋削加工の切削速度は、「ワークの直径」を使って計算します。一方、フライス盤では工具が回転するため、切削速度は「工具径」を使って算出します。
つまり、ワーク直径と工具径のどちらを使用するかは、加工方法によって変わるということです。
切削速度が遅いと速いではどう変わる
切削速度を調整することで、加工時間や加工精度をある程度コントロールすることが可能です。
| 切削速度が 速い |
切削速度は 遅い |
|
|---|---|---|
| 回転数 | 大きい | 小さい |
| ワーク直径/ 工具径 |
大きい | 小さい |
| 加工時間 | 短い | 長い |
原則として切削速度が速ければ、加工時間は短くなり、加工精度は上がります。他方、切削速度を遅くすれば、加工時間は長くなり、加工精度は下がります。
ただし、切削速度はあくまでワークや工具の素材などの要因によって決まるため、速すぎても遅すぎてもよくありません。例えば、必要以上に速くしてしまうと切削熱が過剰に発生し、工具への負担が大きくなります。そのため加工内容に合わせて、全体最適で切削条件を決めていくことが大切です。
切削速度と工具寿命の関係
切削工具は、工具寿命と相関関係があることが確認されています。工具損傷は欠損と摩耗の大きく2パターンあり、欠損は不規則に発生するため予測はほとんどできません。一方、刃の摩耗の仕方は工具の使用状況に依存し、以下の方程式が成り立ちます。
【テーラの寿命方程式】
VTn=C
V:切削速度
T:工具寿命
(nとCは定数)
右辺Cは定数なので、V(切削速度)が増加すれば、T(工具寿命)が減少することがわかります。つまり、計算上は切削速度を速くすればするほど、工具の摩耗が進行し、工具の寿命は短くなります。
回転数の求め方
切削速度を求める計算式には、「回転数」という変数も登場します。回転数と切削速度にはどのような関係があるのか、回転数に着目して紹介します。
回転数とは?
回転数とは、「工作機械の主軸が1分間に回転する回数のこと」です。単位は「rpm」「min-1」などと表記され、切削速度同様に回転数も作業内容に合わせて設定します。
回転数が大きければ切削効率は高くなり、遅いとそのぶん加工時間が長くなります。また、回転数は加工面の仕上がりにも影響します。硬度の高いワークの場合、回転数を下げると仕上がり面がなめらかになり、柔らかいワークでは回転数を上げると仕上がり面の品質が高くなるといわれています。
回転数の計算式
回転数の計算式は以下の通りです。なお、切削速度の計算式を変形することでも導き出せます。
【計算式】
回転数:n(min-1)=(V×1000)/(D×π)
V:切削速度(m/min)
D:ワーク直径(旋削加工)または工具径(フライス加工)
π:円周率
切削速度と送り速度の違い
続いては、送り速度の概要と計算方法を見ていきます。切削速度と間違えられやすい概念であるため、両者の違いも理解しておきましょう。
送り速度とは?
送り速度とは、切削工具ないしワークを移動させる速度のことを指し、「1分間に工具やワークが何mm移動したか」を意味します。送り速度は「テーブル送り速度」と呼ばれることもあり、送り速度を上げれば単位時間あたりに切削工具やワークが移動する距離が大きくなり、送り速度を下げれば工具やワークがゆっくりと移動します。
切削速度と送り速度の違い
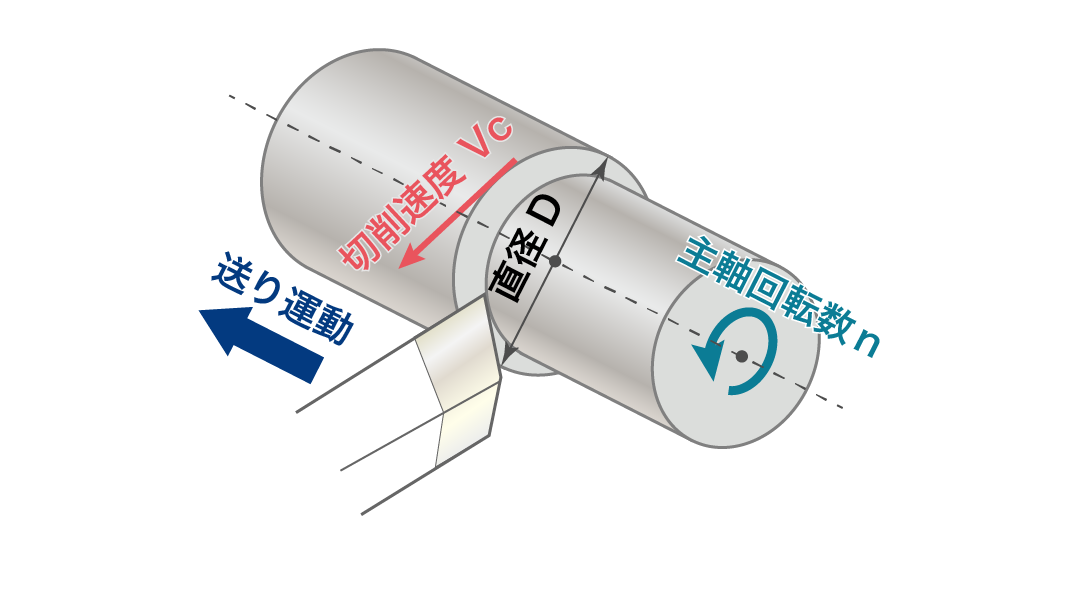
切削速度は「D×n×π/1000」で計算できます。例えば旋削加工では、Dにワーク直径が代入されるので、切削速度の式は「ワークの外周が1分間にどれだけ移動するか」を表していることがわかります。
一方で、送り速度とは「切削工具が1分間に進む距離」を意味します。図における青い矢印の移動を送り運動といい、送り速度は「送り運動方向に工具を分速何mmで動かすか」という形で表されます。
送り速度の計算式(旋削加工の場合)
旋削加工の送り速度は、以下の計算で導きます。
【計算式】
1分あたりの送り速度:F(mm/min)=f×n
f:1回転あたりの送り量(mm/rev)
n:主軸回転数(min-1)
切削条件・加工時間に影響する
要素
続いては、「送り量」「切り込み量」「切削抵抗」を解説します。いずれも加工精度や加工時間に影響する変数なので、定義や計算方法を抑えておきましょう。
送り量
送り量には「1回転あたりの送り量」と「1刃あたりの送り量」の2種類あります。計算の基準になるのが「主軸の回転」と「工具の刃」のどちらなのかという点で異なります。
1回転あたりの送り量:主軸が1回転する間に工具やワークが何mm移動したか
1刃あたりの送り量:1回転あたりの送り量から刃数を割ったものが1刃あたりの送り量
【計算式】
1回転あたりの送り量:f(mm/rev)=l/n
l:1分間あたりの切削長さ(mm/min)
n:主軸回転数(min-1)
1刃あたりの送り速度:
fz(mm/tooth)=F/(z×n)
z:工具の刃数
n:主軸回転数(min-1)
F:1分あたりの送り速度(mm/min)
切り込み量
切り込み量とは、工具がワークを1度に削り取る厚みを意味します。切り込み量を増やせば、それだけ1回で切削できる体積は増え、切削時間を短縮できます。他方、切削抵抗は増加し、工具への負荷も大きくなります。切り込み量が大きい順に、「荒削り」「中仕上げ」「仕上げ」という段階があり、それぞれ切りくずの厚さが異なります。
切削抵抗
切削抵抗とはワークを切削する際、ワークが刃物に対して抵抗する力のことです。切削抵抗は「主分力」「送り分力」「背分力」という3つの力の合力として表されます。
切削抵抗の大きさは、ワークの硬さ、切削速度、切り込み量、バイトの刃先角度などの要因によって変化します。例えば、硬い材料や大きな切り込み量では切削抵抗が増加し、上すくい角を大きくしたり切削速度を上げたりすることで切削抵抗は減少します。
| 切削抵抗が 大きい |
切削抵抗が 小さい |
|
|---|---|---|
| ワークの材質 | 硬度が高い | 硬度が低い |
| 切削速度 | 遅い | 速い |
| 切り込み量 | 大きい | 小さい |
| 切り込み角 | 小さい | 大きい |
精度を維持して切削速度を上げると生産性向上につながる
切削速度は、ワークの材質や求める精度、加工時間などの諸条件をもとに決定することが大切です。切削速度を速くすればそれだけ切削時間が短くなり、仕上げ面の粗さも抑えられます。ただし、速くし過ぎると摩擦熱が発生し、工具の破損リスクも大きくなります。
経験と勘も大切ですが再現性を保つためにも、刃物メーカーが公表している推奨値などを参考にしながら根拠に基づいて切削速度を設定しましょう。
なお、ブラザー工業のマシニングセンタ「SPEEDIO」では、対話式プログラムや工具寿命管理などの機能を搭載しています。製品品質の平準化、生産性の向上をしたいという事業者の方は、ぜひ導入を検討してみてください。
-
文:小林悠樹
1988年生まれ。一橋大学卒業後、食品メーカーへ入社。営業職を経験したのち、2017年にフリーライターへ転身。企業への取材記事、通信大手のオウンドメディアなどをはじめ、幅広いコンテンツを手がけています。
-
編集:株式会社イージーゴー
WEBコンテンツ、紙媒体、動画等の企画制作を行う編集制作事務所です。ライターコミュニティ「ライター研究所」も運営しています。
https://eggo.jp/


![[新しいウィンドウ]](/-/media/cojp/product/machine/speedio-navi/img/articles/out-link.ashx)
- この記事をシェアする
-
-
-
- 加工の実力を知りたい
- SPEEDIOの加工の実力を知る
















 資料
資料
ダウンロード
工作機械・マシニングセンタについてさらに詳しい資料をダウンロードいただけます。



 Facebook
Facebook X
X LINE
LINE